- Home /
- Applications /
- CHEMICALS & INDUSTRIAL POWDERS
Chemicals & Industrial Powders Applications
Beyond food and pharma, MillNest equipment powers chemical, agro, and industrial powder processing – from pigments and fillers to fertilisers and specialty chemicals.
Typical products:
Applications include:
- Pigments and colourants
- Agrochemicals and pesticides
- Fertiliser powders and NPK blends
- Industrial minerals (talc, calcium carbonate, etc.)
- Plastic additives and soft polymer grind
Equipment Portfolio
Our portfolio covers the complete pharma and nutraceutical line. Each model is built for precision and compliance.
Hammer Mill
Robust Milling for Excipients
- Best for: Binders, fillers, and granules
- Applications: Coarse and mid-fine size reduction for tablet and capsule formulations
Air Classifying Mill
Controlled Particle Size for APIs
- Best for: C Heat-sensitive active ingredients.
- Applications: Fine milling with tight particle distribution for dissolution control
Universal Mill
Versatile Milling for Multi-Product Facilities
- Best for: Herbal powders, nutraceutical blends
- Applications:Controlled particle size for bioavailability and uniformity
Fluid‑Bed Dryer
GUniform Drying for Moisture-Sensitive Materials
- Best for: APIs, herbal extracts, fortified powders
- Applications:Gentle drying with validated moisture endpoints
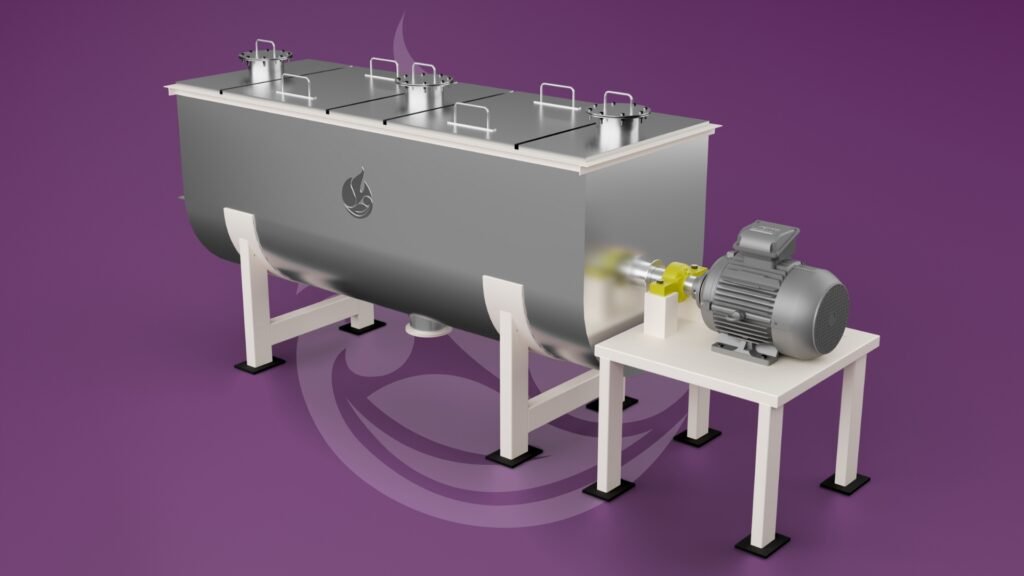
Paddle Mixer
Homogeneous Blending for Formulations
- Best for: Nutraceutical blends, excipient mixing
- Applications: Uniform distribution of actives and carriers
Delumper
Flow Restoration for Stored Powders
- Best for: Agglomerated APIs or nutraceutical powders
- Applications:Pre-pack conditioning and in-line flow restoration

Turnkey Plant Capabilities
- Pharmaceutical milling and blending lines
- Nutraceutical powder processing systems
- Hygienic drying and moisture control modules
- Automated packaging-ready solutions
Solutions Offered
- Complete pharma and nutraceutical processing plants
- Validation-ready systems for regulated environments
- Hygienic designs for zero contamination risk
- Integrated automation for compliance and traceability
Technical Sheet

Construction & Materials

Surface Finish & Hygiene
- Ra ≤ 0.5 μm on pharma-contact surfaces
- cGMP-compliant and ISO-aligned construction
Process & Performance
- Defined particle size ranges for dissolution and bioavailability
- Integrated air classification for precise control
Automation & Controls
- PLC/SCADA-ready panels with recipe management
- Data logging for batch records and validation
Compliance & Documentation
- ISO 9001:2015 certified manufacturing standards
- Complete material and construction certificates
The MillNest Advantage
Application-specific engineering for pharma and nutraceuticals
Validation-ready designs for global compliance
Scalable systems for small batches or large-volume production
Lifecycle partnership—equipment, spares, upgrades, and reliability programs
FAQs
Which MillNest machine is best for fine chemical powders?
Our Air Classifying Mill ensures fine milling with precise particle control for pigments and specialty chemicals.
How do you ensure explosion safety in chemical plants?
We design systems with explosion-proof electricals, dust-control modules, and ATEX-compliant components.
Can MillNest provide turnkey chemical processing plants?
Yes, we deliver complete solutions including milling, blending, drying, and packaging integration.
Are MillNest systems suitable for multi-material processing?
Absolutely—our Universal Mill and modular plant designs support multiple product types with safe changeovers.
Do you offer OEM spares for industrial powder equipment?
Yes, we provide genuine spares for all models to ensure maximum uptime and reliability.
Integrated Equipment Ecosystem






Engineered for Consistent Powder Performance
Robust grinding, classification, and material handling equipment designed to deliver uniform powders with optimized flow, enhanced quality, and reduced processing costs across chemical and industrial applications.